
Publication Title:

Evolution of TiAlSi Thin Film Coatings under varying Target Power in DC Magnetron Sputtering
This study, for the first time, presents the growth, nucleation, and characteristics of TiAlSi thin films sputtered from a partially sintered Ti30Al16Si10 (at. %) composite target under controlled conditions of target power. The TiAlSi thin films were grown on soda-lime glass substrates through Direct Current (DC) sputtering at varying levels of the target power: 73.2 W, 151.2 W, and 269.5 W. The other deposition parameters: the deposition temperature, time, argon mass flow rate, substrate rotation, and deposition pressure, were kept constant at 23 °C, 150 min, 25 sccm, 5 rpm, and 10−3 mbar, respectively. The pre-sputter power, argon flow rate, and time were also kept constant at 73.2 W, 20 sccm, and 5 min, respectively.
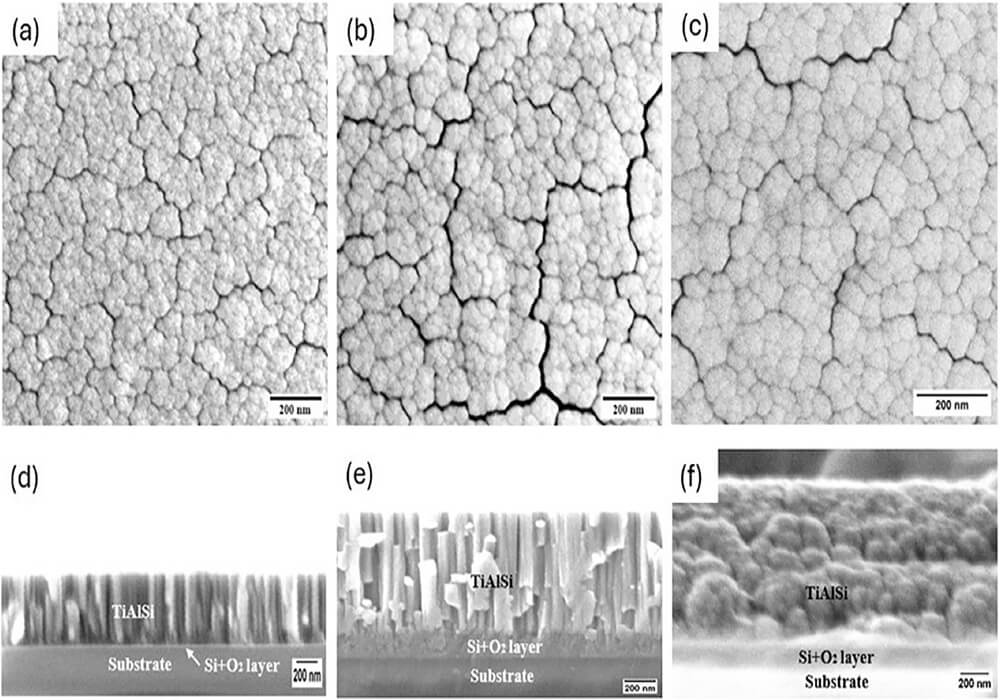
The physical properties, microstructure, crystal structure, topography, and mechanical properties of the thin film coatings were analysed. The thickness and rate of deposition of the TiAlSi thin films increased with an increase in the target power (73.2 W – 269.5 W) from 414.6 nm and 0.046 nm/s to 1358.8 nm and 0.151 nm/s, respectively. The chemical composition of all the thin films remained constant, with the formation of a uniform TiAlSi alloy with no segregation of elements. However, a thin (wetting) interlayer consisting of Si and O elements was observed between the TiAlSi layer and the glass substrate.
Further, the structure sizes and roughness values of the TiAlSi thin films increased with an increase in the target power, with a maximum of 75.4 nm for the size and 4.78 nm for the RMS roughness of thin films deposited at the maximum target power (269.5 W). Lastly, mechanical analysis of the TiAlSi thin films depicted an increase in the hardness as the target power increased, with the highest hardness at maximum power (269.5 W) obtained as 4.76 GPa. Despite having the lowest elastic modulus (50.5 GPa), the coating deposited at the highest power exhibited the highest plasticity index (H/E) and plastic deformation factor (H3/E2) of 0.094 and 0.042 GPa, respectively, which indicated the high resistance to abrasive wear, cracking, and deformation, compared to thin films deposited at the lowest target power (H/E = 0.066 and H3/E2 = 0.015 GPa).
This study demonstrates that target power is a significant factor in determining the growth of TiAlSi thin films during the sputtering process and can be used for better control of their physical, structural, and mechanical properties.
How Moorfield products helped:
nanoPVD-S10A
Methods
A 99.99% pure composite Ti30Al16Si10 (at. %) circular target (50.8 mm diameter and 6.35 mm thick) was loaded onto the Direct Current (DC) magnetron of the nanoPVD benchtop magnetron sputtering system (S10, Moorefield Nanotechnology). The system is equipped with two magnetron assemblies: DC (used in this study and rated at a maximum current of 1.4 A) and Radiofrequency (RF). The RF magnetron was kept covered during the deposition process.
Before each deposition, the target was pre-sputtered (soaked) for 5 min at a target power of 73.2 W and an argon gas flow rate of 20 standard cubic centimetres per minute (sccm) to remove any impurities and stabilise the sputtering process while shielding the substrates. Power supplied to the DC target was regulated by adjusting the percentage of the target current from 15% to 50%.
Open Access publication details:
Evolution of TiAlSi thin film coatings under varying target power in DC magnetron sputtering – Job Wambua, Fredrick Mwema, Guillaume Zoppi, Wai-Lok Woo, Esther Akinlabi, 2024. https://journals.sagepub.com/doi/10.1177/14644207241290959 (accessed 2024-11-01).
View full Open Access Paper